This electrode performs best in DC welding at low current settings and also works well with AC. It has good
ignition at low current, good arc stability, and long service life. Very popular in applications such as orbital construction
, pipes, thin sheet metal, and work on small and delicate parts. Best suited for welding steel.
carbon, stainless steel, nickel alloys, and titanium.
| CODE |
DIAMETER |
LENGHT |
CURRENT |
AMBER |
| TUNGSTEN10GRΕΥ |
1.0mm |
150mm |
DC |
15-80 |
| TUNGSTEN12GRΕΥ |
1.2mm |
150mm |
DC |
30-90 |
| TUNGSTEN16GRΕΥ |
1.6mm |
150mm |
DC |
70-150 |
| TUNGSTEN20GRΕΥ |
2.0mm |
150mm |
DC |
100-200 |
| TUNGSTEN24GRΕΥ |
2.4mm |
150mm |
DC |
150-250 |
| TUNGSTEN30GRΕΥ |
3.2mm |
150mm |
DC |
240-400 |
| TUNGSTEN40GRΕΥ |
4.0mm |
150mm |
DC |
400-500 |
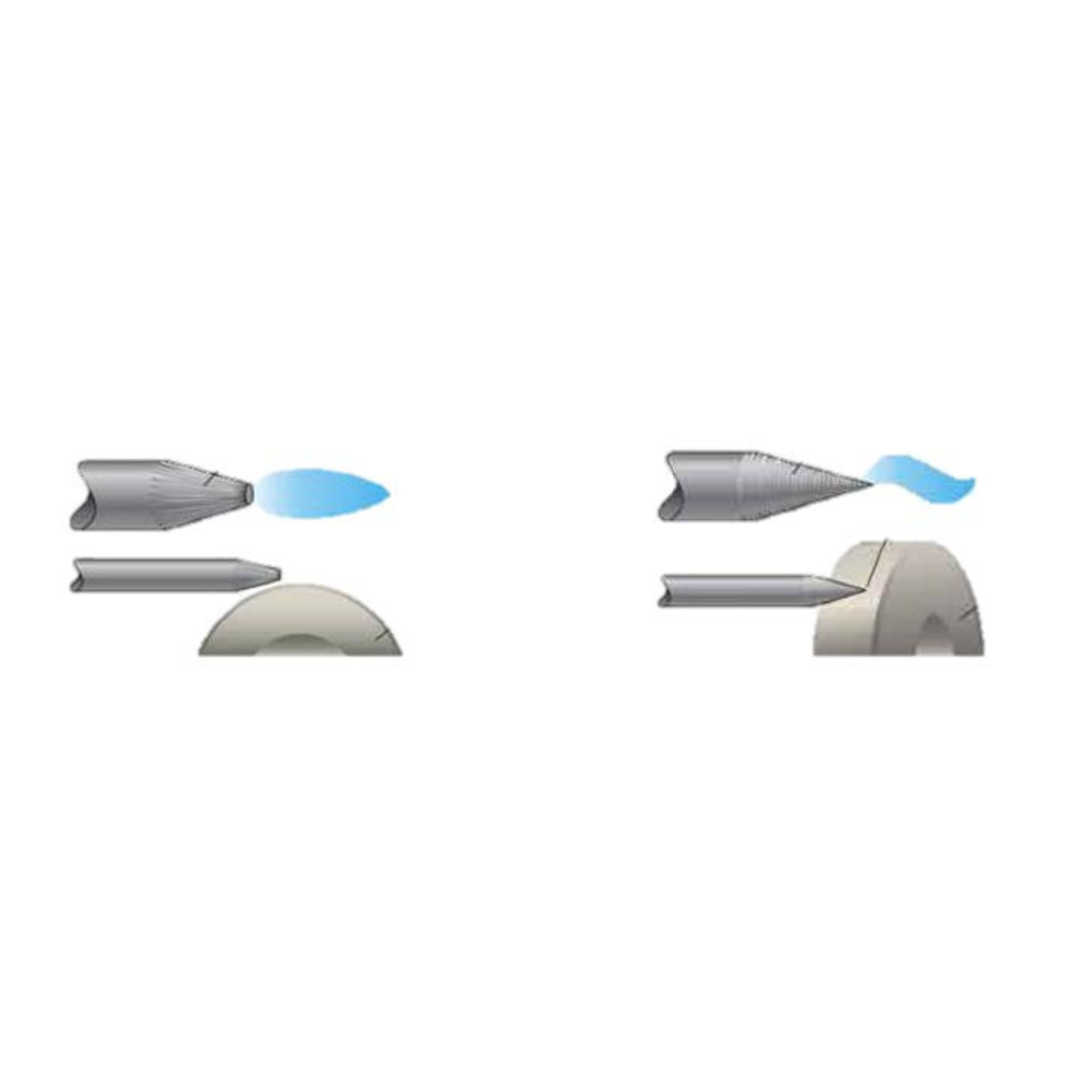
Different electrode materials may vary slightly from these guidelines. Using gases other than Argon will also change the
recommended currents. Use this chart as a general guide. Also note that for a given current setting, the
electrodes with a larger diameter will last longer but will be more difficult to start. Excessive current will cause
melting and dropping of the electrode. Insufficient current will result in an unstable arc.